


CNC-svarvning
CNC-svarvning tillåter en mer rationell produktion eftersom programmet kan upprepas så många gånger som det behövs. Vid CNC-styrd svarvning drivs maskinens rörelser av servomotorer som styrs av en dator inbyggd i maskinen.
Datorn följer ett så kallat NC-program som har skrivits i ISO-kod och som datorn i maskinen tolkar till olika rörelser av verktygen samt andra funktioner i maskinen.
En CNC-svarv kan programmeras direkt genom att skriva in koden för hand eller låta ett CAD/CAM-program att skapa koden från en datormodell och processer uppbyggda i en extern dator.
Detta möjliggör en mer komplex bearbetning och tillåter till exempel framtagning av komplicerade kurvor och ovala former som inte går att programmera enkelt för hand.
CNC är en förkortning för Computerized Numerical Control.
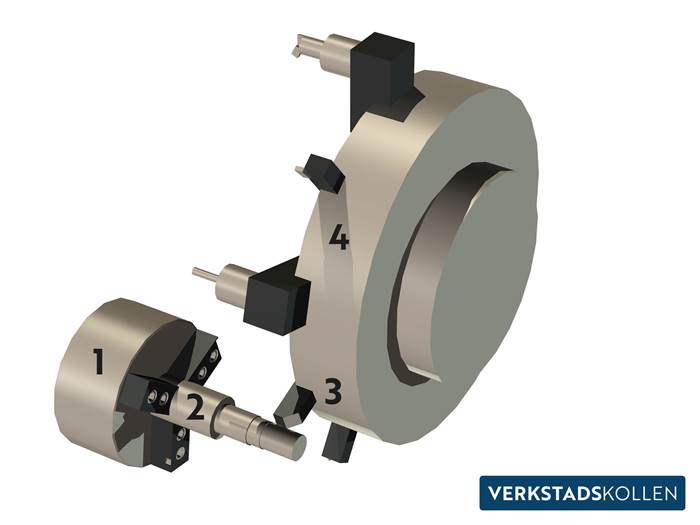
En vanlig horisontell CNC-svarv är ofta uppbyggd på följande sätt: Chucken (1) är vanligtvis hydraulisk och öppnas och stängs med fotpedal eller genom en kod i NC-programmet.
Arbetsstycket (2) kan bearbetas med flera olika verktyg (3) som sitter monterade i revolvern (4). Revolvern är ett slags roterande magasin som har plats för ett antal verktyg för till exempel svarvning, borrning och gängning. Detta gör att ett nytt verktyg kan indexeras fram på väldigt kort tid för att sedan fortsätta bearbetningen.
I en sådan här maskin kan bara rotationssymetriska detaljer tillverkas. Maskinen kan utrustas med ett stångmagasin som efter att den färdiga detaljen stuckits av, kan mata fram en ny materialbit för att tillverka en ny detalj.
Det är inte ovanligt att en CNC-svarv är utrustad med dubbla revolvrar, för att ge plats åt fler verktyg och även göra det möjligt att simultanbearbeta en detalj för att korta ned cykeltiden.
Då är två olika verktyg samtidigt i ingrepp för att avlägsna mer material på kortare tid.
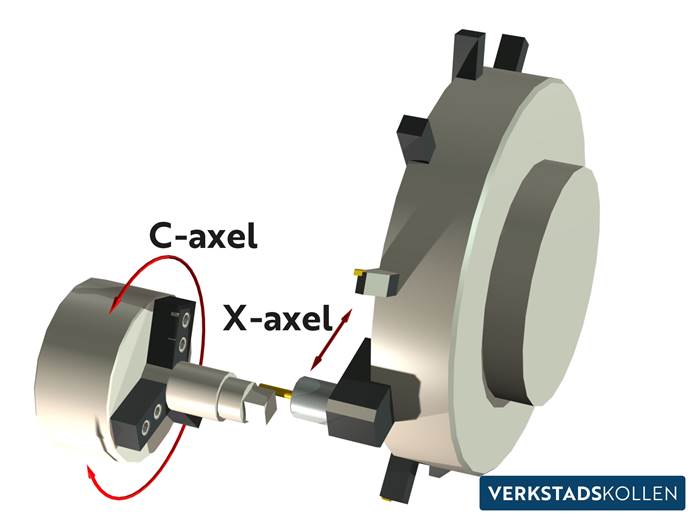
För att ytterligare öka funktionaliteten i en CNC-svarv kan man lägga till en så kallade C-axel. Detta tillsammans med roterande verktyg i verktygsrevolvern, gör att man nu också kan utföra lättare fräsning.
C-axel kopplas in istället för den vanliga svarvspindeln och kan nu styra vridningen av chuck och arbetsstycke väldigt exakt. Genom att synkronisera C- och X-axlarna i maskinen kan man bearbeta fram plan och kurvor för att fräsa ut till exempel ett nyckeltag eller som på bilden, en fyrkant.
Med verktyg som är parallella med X-axeln kan man fräsa längsgående spår och även borra tvärhål i arbetsstycket.
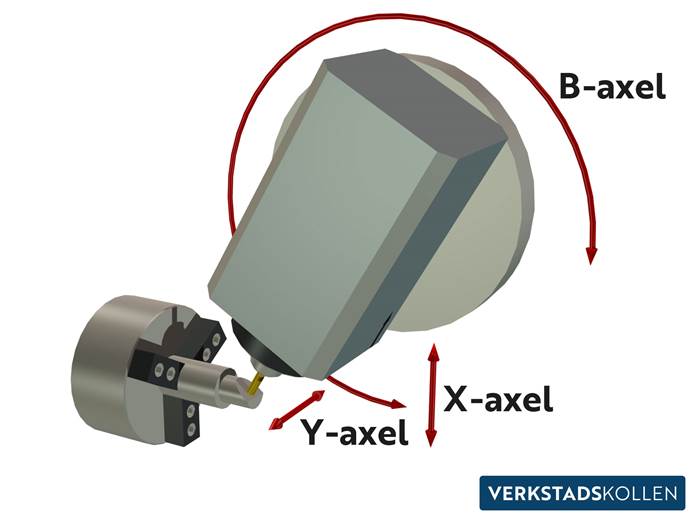
För att kunna utföra ytterligare fräsoperationer, finns det maskiner som är utrustade med en hel frässpindel som kan röra sig i X,Y och även B. Detta för att kunna bearbeta olika vinklar och plan. Med en sådan maskin kan man utföra ganska komplicerade fräsoperationer samtidigt som man kan svarva. Den enda begränsningen brukar vara storleken på arbetsstycket, då själva frässpindeln tar ganska stor plats, särskilt när man bearbetar horisontellt.
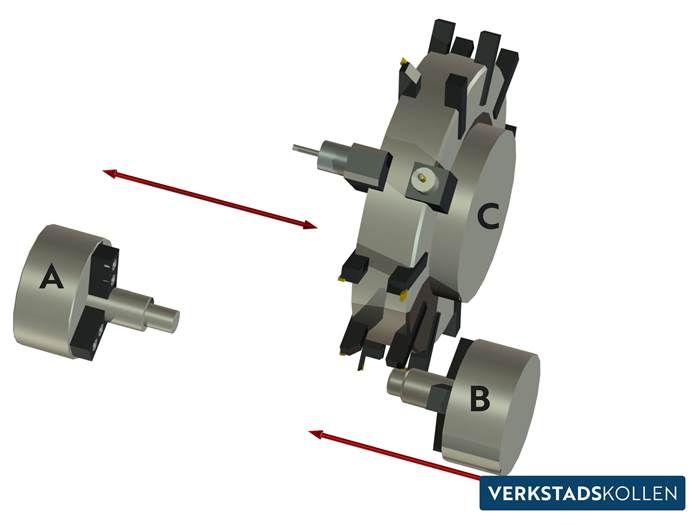
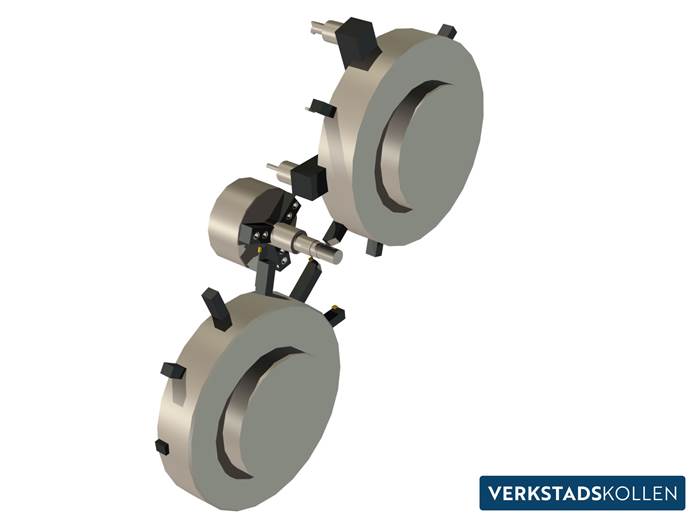
I maskiner med både huvudspindel (A) och så kallad sub eller motspindel (B), kan den senare röra sig i Z-led och hämta över arbetsstycket från huvudspindeln. Sedan kan man bearbeta andra änden, och få en helt färdig detalj, utan att manuellt behöva vända och spänna upp den igen.
Ofta är sådana maskiner utrustade med antingen dubbla revolvrar eller någon annan verktygsbärare för att kunna bearbeta simultant i båda spindlarna och därigenom korta ned cykeltiden.
På bilden visas en maskin med en revolver som är riggad med verktyg för att bearbeta i båda spindlarna.