

Skurna gängor
Skurna gängor framställs som det framgår av namnet genom skärande bearbetning, det vill säga man avlägsnar material. Metoder för att framställa skurna gängor är gängtapp, gängsnitt, gängfräsning och gängsvarvning.
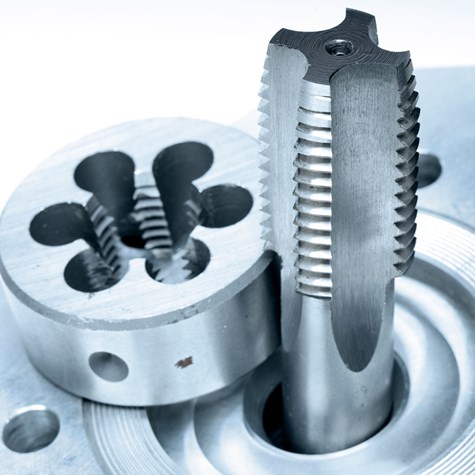
En gängtapp fungerar så att man borrar ett hål med en diameter som är något större än gängans minsta diameter. Gängtappen dras sedan helt enkelt i hålet som en skruv fast med skillnaden att gängtappen skär bort material och skapar gängan.
Det finns tre olika typer av gängtappar. En typ är gängtappar med raka spånutrymmen, som skjuter det överblivna materialet eller spånen framför sig. Detta lämpar sig bäst till genomgående hål.
En annan typ är en gängtapp där spånutrymmena bildar en spiral ungefär som på ett borr, som drar det överblivna materialet eller spånen bakåt och ut från arbetsstycket. Denna typ av gängtapp fungerar bra till bottenhål.
Slutligen finns det något som kallas för pressgängtapp. Denna använder ungefär samma princip som rullgängning men då invändigt. Den stora skillnaden är att man utgår ifrån ett hål med större diameter än för en skärande gängtapp. Detta eftersom en pressgängtapp formar om materialet utan att avlägsna något material. Denna gängtappsvariant används enbart vid maskinell gängning på grund av den större kraften som behövs för att forma gängan. Den fungerar inte i alla material och kräver i regel väldigt god smörjning. När den fungerar har den dock avsevärt längre livslängd än en skärande gängtapp.
Ett gängsnitts funktion utgår ifrån ett cylindriskt ämne med gängans ytterdiameter. Gängsnittet dras på ämnet som en mutter dras på en skruv med skillnaden att gängsnittet avlägsnar material på samma sätt som en gängtapp.
Gängfräsning används uteslutande i CNC-styrda maskiner. Detta är ett effektivt sätt att framställa gängor, särskilt med stora diametrar. Vid gängfräsning används en så kallad gängfräs med gängans hela profil eller ett enkelt skär som har rätt vinkel så att gängor med olika stigningar kan framställas. En gängfräs med ett enkelt skär har inte lika hög kapacitet som ett verktyg med kanske hela gänglängden inslipad.
Fördelen med gängfräsning är att man kan justera diametern på den färdiga gängan genom att ändra i maskinens program. Detta gör man för att till exempel kompensera förslitningen på fräsen eller för att göra plats för ytbehandling och så vidare.
Något som är viktigt att tänka på vid gängfräsning är att gänglängden är begränsad. Den beror helt på verktyget och gängans diameter eftersom man inte kan tillverka en gänga som är längre än vad verktyget tillåter.
Gängsvarvning är ett av de vanligaste sätten att framställa gängor på svarvade detaljer. Detta görs genom att ett så kallat gängskär skär fram gängan. Ett gängskär är ett svarvskär med gängans vinkel och stigning inslipad. Gängskäret skär fram gängan både invändigt och utvändigt genom att göra ett antal passager för att nå gängans färdiga diameter.