

Dubbslipning
Dubbslipning används för att slipa cylindriska detaljer med hög precision som inte lämpar sig för centerlesslipning. Namnet dubbslipning betyder att detaljen sitter mellan två dubbar eller koniska spetsar som är slipade med hög precision.
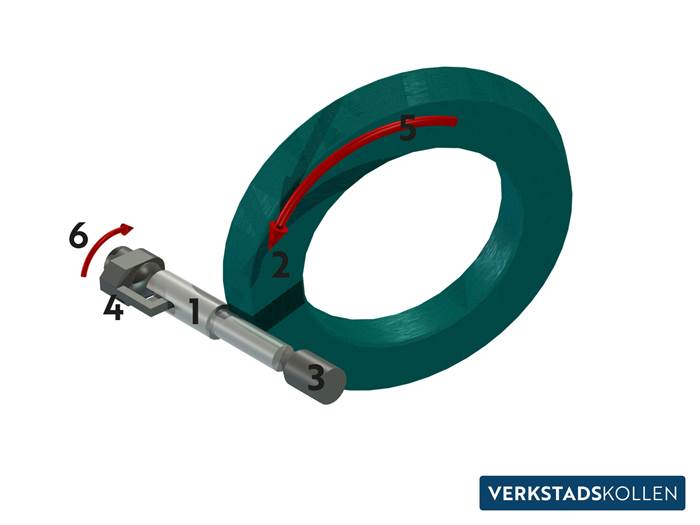
Vid dubbslipning är arbetsstycket uppspänt mellan två dubbar (3) och roteras (6) med hjälp av en medbringare (4). En slipskiva (2) roterar i motsatt riktning i förhållande till arbetsstycket (5) och rör sig efter ett programmerat mönster och kan slipa flera olika diametrar i olika längder på arbetsstycket. Fördelen med dubbslipning är att man kan slipa detaljer och arbetsstycken som har kilspår eller planytor eller andra utstickande delar, till exempel vevaxlar och liknande.
Vid dubbslipning är det viktigt att tänka på att arbetsstycket måste ha ett så kallat dubbhål i varje ände för att det ska kunna fästas i maskinen. Det måste även finnas möjlighet att fästa en medbringare i ena änden för att det ska kunna rotera.

Detaljer som lämpar sig för dubbslipning är de med en planyta (1). Det är också detaljer med spår och/eller skalle eller liknande (2) samt asymmetriska detaljer eller de med olika diametrar (3).

Detaljer som inte lämpar sig för dubbslipning är rör eller andra detaljer med cylindrisk form (1). Dessa passar bättre för centerlesslipning. Det är heller inte lämpligt med dubbslipning när man har detaljer där ena ändytan ska bearbetas (2) eller detaljer där ena änden inte har ett dubbhål (3).